
Stand 2000
Hausarbeit zum Fachgebiet Abfallwirtschaft
cand.-ing. Arne Battermann
cand.-ing. Steffen Macke
Inhalt
- Einleitung
- Grundlagen
- Verfahren
- Verwendungsgebiete der erzielten Recycling- Materialien
- Einsatz im Straßenbau
- Einsatz im Garten-, Landschafts- und Sportplatzbau
- Recycling-Beton
- Pflaster-Betonsteine
- Mauersteine
- Produkte in naher Zukunft
- Produkte in der Recycling- Industrie
- Ökologie im Bauschuttsektor
- Wirtschaftlichkeitsbetrachtungen
- Ausblick
- Liste der Abbildungen
- List der Tabellen
- Bibliographie
Einleitung
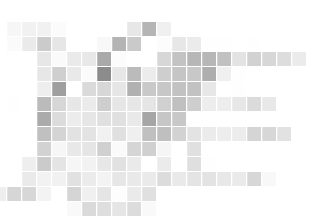
Baurestmassen stellen mit 23% des Abfallaufkommens in Deutschland die weitaus größte Abfallgruppe dar[6]. Innerhalb dieser Gruppe wiederum ist der Bauschutt mit 15% (Abbildung 1) ein nicht zu vernachlässigender Anteil.
![\includegraphics[width=0.8\textwidth]{baurestmassen_zusammensetzung}](img1.png)
Mit der Bauschuttaufbereitung steht ein wirkungsvolles Werkzeug zur Minderung des Baureststoffvolumens zur Verfügung. Die vorliegende Ausarbeitung soll einen Einblick in das Bauschuttrecycling der Bundesrepublik Deutschland liefern. Neben Grundlagen zum Thema finden sich einige weiterführende Betrachtungen - nicht um allumfassend zu informieren, sondern um einen Einblick in die Komplexität der Materie zu geben.
Die moderne Bauschuttrecycling-Industrie ist durch eine ausgeprägte Maschinisierung gekennzeichnet. Um den Wunsch nach Minderung des Deponievolumens zu verwirklichen, ist weniger die Entwicklung neuer Maschinen als vielmehr die, an die jeweilige Situation angepaßte Zusammenstellung der maschinellen Komponenten von Bedeutung.
Grundlagen
Betrachtet man die unterschiedlichen Verfahren zur Verwertung der einzelnen Bestandteile der Abfallgruppe Baurestmassen, so stellt sich der Bauschuttsektor relativ komplex dar. Im Vergleich dazu ist die Verfahrensvielfalt im Sektor Erdaushub begrenzt. Der dritte Sektor, die Asphaltaufbereitung, ist wiederum sehr umfangreich. Baustellenabfall, als vierter Sektor in der Baurestmassenverwertung, stellt mit Sicherheit die problematischste Untergruppe dar. Er beinhaltet alle Stoffe, die als nichtmineralische Stoffe nicht in die o.g. Abschnitte eingehen. Diese Stoffe müssen separiert werden, sie müssen, falls überhaupt möglich, in komplizierten Verfahrensweisen recycled, oder (wie bislang in den meisten Fällen praktiziert) deponiert werden.
Begriffe
Abfall
Abfall ist in § 3 Abs.1 KrW-/AbfG (dieses Gesetz trat im Oktober 1996 in Kraft) definiert. Nach § 4 Abs.1 Nr.1 und 2 des Kreislaufwirtschafts- und Abfallgesetzes (KrW-/AbfG) sind Abfälle in erster Linie zu vermeiden und in zweiter Linie stofflich oder energetisch zu verwerten. Die Verwertung hat Vorrang vor der Beseitigung (§ 5 Abs. 2 KrW-/AbfG). Die Pflicht zur Verwertung ist einzuhalten, soweit dies technisch möglich und wirtschaftlich zumutbar ist (§ 5 Abs.4 KrW-/AbfG). Diese Vorschriften gelten auch für Bauabfälle. Eine eigene Bauabfall- Verordnung besteht nicht [7].
Baureststoffe
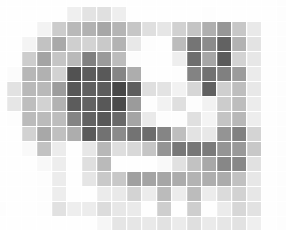
Baureststoffe lassen sich untergliedern in Erdaushub, Straßenaufbruch, Bauschutt und Baustellenabfälle In Abbildung 2 werden Umfang und Bestandteile der einzelnen Baureststoffe ersichtlich.
![\includegraphics[width=0.8\textwidth]{baureststoffe}](img2.png)
Nach TA Siedlungsabfall werden Baureststoffe und Baurestmassen als Bauabfälle bezeichnet. Im Rahmen dieser Ausarbeitung wird von Baurestmassen die Rede sein.
Erdaushub
Mit Erdaushub, bzw. Bodenaushub wird ``nicht kontaminiertes, natürliches, aufgelockertes oder bereits verwendetes Erd- oder Felsmaterial'' bezeichnet[4].
Straßenaufbruch
``Mineralische Stoffe, die hydraulisch mit Bitumen oder Teer gebunden oder ungebunden im Straßenbau verwendet waren'' werden als Straßenaufbruch bezeichnet[4].
Baustellenabfälle
Unter Baustellenabfälle fallen ``nichtmineralische Stoffe aus Bautätigkeiten,
auch mit geringfügigen Fremdanteilen''[4]. Beispiele
für typische Baustellenabfälle sind Bauhilfsstoffe, Bauzubehör oder
Verpackungsmaterialien.
Weitere Bezeichnungen für Baustellenabfälle sind Baumischstoffe,
Baumischabfälle, Containerabfälle oder auch Muldenmüll.
Bauschutt
Die Bezeichnung Bauschutt wird für ``mineralische Reststoffe aus Bautätigkeiten, auch mit geringfügigen, nicht mineralischen
Fremdanteilen'' verwendet[4]. Neben Beton kann Bauschutt auch andere mineralische Baustoffe wie Ziegel, Glas, Putz u.ä. enthalten.
Historie
Schon im Altertum wurde Bauschutt wiederverwertet. Neue Siedlungen entstanden auf den Trümmern von zerstörten Städten. Dabei wurden die vorgefundenen Materialien - die Reste der vorherigen Siedlung als Baumaterial genutzt. Das Verfahren der Bauschuttaufbereitung ist somit fast so alt wie das Bauen selbst. So wurden sogar schon die Trümmer des Kolosses von Rhodos, einem der sieben Weltwunder verkauft - Eisen und Bronze ließen sich verwerten [11].
Bauschuttzusammensetzung
![\includegraphics[width=0.7\textwidth]{bauschuttzusammensetzung}](img3.png)
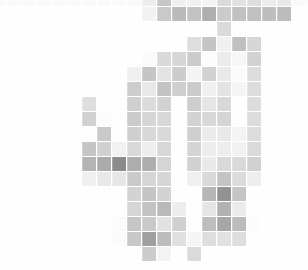
Aus Abbildung 3 geht hervor, daß Beton, Mauerwerk, Natursteine, Putz, Estrich und Ziegel den Hauptanteil im Bauschutt bilden. Er liegt in der Regel zwischen einem Minimalwert von etwa 60 Prozent und einem Maximalwert von etwa 80 Prozent. Die bituminös gebundenen Stoffe bilden mit minimal 1 bis maximal 10 Prozent die Minderheit. Die Daten wurden [7] entnommen.
Fremdstoffe
Neben den in Abbildung 3 aufgeführten Stoffen enthält Bauschutt Fremd- und Störstoffe, wie Holz, Leichtbaustoffe, Dämmmaterialien, Müll, Textilien, Metalle, Verpackungsmaterialien Pappe/Papier, Schadstoffe, etc[2]. Aufgrund ihrer geringeren spezifischen Masse und ihres unterschiedlichem Aufkommens lassen sie sich in einer Massenbilanz schwer quantifizieren.
Bauschuttaufkommen
Ansätze zur Prognose des Bauschuttaufkommens[2] stützen sich neben statistischen Erhebungen auf zusätzlichen Faktoren, wie Gebäudeabgänge, Gebäudebestand und Bautätigkeit. Veränderte Ansprüche an Wohn-, Gewerbe- und Industriegebäude lassen die Lebensdauer der Gebäude sinken: Wurde früher hauptsächlich die wirtschaftliche Lebensdauer der Gebäude betrachtet, so gewinnt die funktionelle Lebensdauer zunehmend an Bedeutung.
Die Bauwirtschaft und die am Bau beteiligten Wirtschaftsbereiche verpflichteten sich einen Monat nach Inkrafttreten des KrW-/AbfG (s. 2.1.1), die Menge der jährlich abgelagerten aber verwertbaren Bauabfälle bis 2005 zu halbieren. Diese Zielsetzung ist ein erster Schritt hin zu einer funktionierenden Kreislaufwirtschaft in Sinne des KrW-/AbfG. Die Qualifizierung der Beteiligten am Bau, eine auf Substanzerhalt gerichtete Planung und die bewußte Auswahl von Baustoffen, Bauprodukten und Bauverfahren unter umweltrelevanten Gesichtspunkten sollten dazu beitragen, diese Vorgaben zu verwirklichen [5].
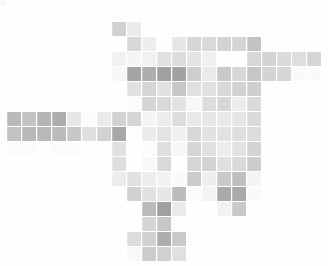
Die in Abbildung 4 aufgeführten Verwertungsquoten einzelner Baurestmassen wurden [7] entnommen. Für Bauschutt besteht demnach ein relativ großes Verwertungspotential.
![\includegraphics[width=0.7\textwidth]{verwertungsquoten-baurestmassen}](img4.png)
Verfahren
Die Verfahren in der Bauschuttaufbereitung unterscheiden sich in Abhängigkeit
davon, welche Medien behandelt werden sollen, in der anfallenden Menge
an Bauschutt und natürlich davon, welche Produkte im Aufbereitungsprozeß
erzielt werden sollen.
Man unterscheidet in der Bauschuttaufbereitung, wie auch in den
anderen o. g. Sektoren, die Anlagenbauweisen, die Art den Bauschutt
zu zerbersten und die Methode zur Trennung der Störstoffe aus dem
Materialstrom.
Die Anlagenbauweisen unterscheiden sich hinsichtlich ihrer Mobilität. Es gibt stationäre, instationäre und semimobile Anlagen. Im Folgenden wird auf die einzelnen Anlagenformen eingegangen und es werden deren Eigenschaften, Vorzüge und Möglichkeiten aufgezeigt.
Zerkleinerungsverfahren
Prallmühlen bzw. - brecher
Prallmühlen oder Prallbrecher (Abbildung 5) bestehen aus Rotoren, die den Bauschutt, der über einen Förderer in die Öffnung dieser Vorrichtung geleitet wird, mit rotierenden Schlagleisten zermahlen. Das Material bleibt solange im Brecher, bis es soweit zerkleinert ist, daß es durch die Austrittsöffnungen paßt. Der Grad der Zerkleinerung kann durch die Einstellung der Prallwerke erzielt werden. Je dichter sie an den Rotor geführt werden, desto größer ist der Grad der Zerkleinerung des Materials (bis zu einem Zerkleinerungsverhältnis von 1:20). Durch eine Federlagerung der Prallwerke im Brecher, wird ihrer Beschädigung durch unbrechbare Materialien Vorsorge getragen.
Ein Nachteil dieses Brechersystems ist, daß Bewehrungseisen u.ä. den Brecher zum Abschalten zwingen kann, wenn sich die Stäbe um den Rotor wickeln. Ein weiterer Nachteil ist der große Verschleiß im Bereich des Rotors. Die Kosten bewegen sich beim Verschleiß im Bereich von 0.10 - 1.50 DM/t[1][8].
Backenbrecher
Bei den Backenbrechern, findet keine Prall- sondern eine Druckzerkleinerung statt. Das Funktionsprinzip besteht darin, daß eine Brechplatte mit variabler Geschwindigkeit in Richtung einer Druckplatte arbeitet und so einen sich verändernden Spalt als Durchgang für das Material erzeugt. Das Material wird entsprechend der Geschwindigkeit der Brechplatte gröber oder feiner zerkleinert. Allerdings ist nur ein geringer Zerkleinerungsgrad zu erreichen. Im Gegensatz zum Prallbrecher,bereiten Bewehrungseisen dieser Konstruktion kaum Probleme. Aufgrund dessen wird er häufig als Vorbrecher eingesetzt. Es kann allerdings nicht gewährleistet werden, daß alle Eisen im Beton freigeschlagen werden.

Der Backenbrecher kann mit einer vergleichsweise großen Masse beschickt werden. Er handelt sich um eine sehr ökonomisch arbeitende Einheit (0.04 - 0.05 DM/t), mit dem Nachteil, daß der Zerkleinerungsgrad verglichen mit dem Prallbrecher sehr gering ist, so beträgt das Zerkleinerungsverhältnis nur 1 : 6. Außerdem bereitem ihm Materialien mit elastischen Eigenschaften oft große Probleme. Daher sollte man auch, die von Schuttklötzen abstehenden Eisen vorher abschneiden. Sie können den Backenbrecher verstopfen und beschädigen. Weitere Vorteile dieses Brechers sind der geringe Schallpegel, eine geringe Staubentwicklung und ein geringerer Energiebedarf. Abbildung 6 gibt einen Überblick über die Funktionsweise eines Schlagbackenbrechers.
Man unterscheidet bei den Backenbrechern zwei Typen:
- Doppelkniehebel-Backenbrecher
- Einschwing-Backenbrechern
In Tabelle 1 sind die wichtigsten Unterschiede der beiden Backenbrechertypen aufgeführt.
|
Bei der Absicht ein feines Endprodukt zu erzielen, sollte man nach einer Magnetscheidung einen Prallbrecher hinter dem Backenbrecher anordnen [1][8].
Schlagwalzenbrecher
Beim Schlagwalzenbrecher bzw. Durchlaufbrecher wird das zu brechende Material mit einem Kratzkettenförderer unter die Brechvorrichtung gezogen. Die Brechvorrichtung besteht aus der Schlagwalze. Die Zerkleinerung erfolgt im Brechspalt zwischen der Schlagwalze und dem Fördererboden, der z.B. als Rollenrost ausgebildet sein kann, um eine simultane Vorabscheidung zu ermöglichen. Der Schlagwalzenbrecher arbeitet im Gegensatz zu Prall- oder Backenbrechern mit Schlag und Druck.
Vorteil dieser Methode des Schuttbrechens, ist, daß durch die Kopplung
der Geschwindigkeitssteuerung des Kratzkettenförderers mit der Auslastung
der Schlagwalze eine größere Effektivität der Leistung erzielen kann.
Die Steuerung der Korngröße des Endproduktes kann über eine Hoch-
oder Tiefstellung der Walze über dem Förderer erfolgen. Die kleinste
erreichbare Brechkorngröße beträgt etwa 250 mm, bei einem Zerkleinerungsverhältnis
von 1 : 7. Vorteile des Schlagwalzenbrechers bestehen insbesondere
im Freischlagen von Bewehrungseisen, weil die Walze das Eisen unverformt
auf dem Förderer beläßt, und der Förderer das gelöste Material hinter
der Walze problemlos abziehen kann. Zu große Schuttklötze werden vor
einer Blockierung der Anlage erkannt und automatisch durch den Kratzkettenförderer
beseitigt. Ein weiterer Vorteil besteht in seiner geringen Masse.
Nachteile dieser Brecherart sind seine im Vergleich zum Backenbrecher
hohen Verschleißkosten (0.40 - 0.50 DM/t), zehnmal soviel wie der
Backenbrecher .
Sortierung
Die beim Brechen und Sieben produzierten Kornfraktionen, enthalten
noch erhebliche Verunreinigungen. Deshalb ist neben der Zerkleinerung
und Klassierung des Bauschutts eine manuelle, vor allen Dingen aber
eine mechanische Abscheidung von Störstoffen (s. 2.3)
notwendig. Mit diesem Prozeß ist es möglich, den Marktwert des Endproduktes,
bzw. die Produktqualität zu optimieren. Die Konzepte für Sortieranlagen
unterscheiden sich je nach Anlagenart in ihrer Ausstattung.
So können den Anlagentypen (mobil, semimobil und stationär) in
der Regel die folgenden Komponenten zugeordnet werden:
|
Die in ![]() dargestellten
Anlagentypen unterscheiden sich darüber hinaus noch darin, daß die
Durchsatzleistung bei semimobilen Anlagen bei etwa 40 - 50 t/h und
für stationäre Anlagen bei über 80 t/h liegt. Des weiteren unterscheiden
sie sich in ihren Investitionskosten. Die stationären Anlagen sind
mit etwa 3.1 Mio. DM fast doppelt so teuer wie die Semimobilen mit
1.9 Mio. DM[9]. Aufgrund höherer Durchsatzleistung
(s.o.), einer besseren Aufspaltung des Gemenges in Kornfraktionen
(Produktqualität), höherer Flexibilität im Annahmespektrum und ausgefeilterer
Emissionsschutzmaßnahmen rechtfertigen die stationären Anlagen ihren
Preis.
dargestellten
Anlagentypen unterscheiden sich darüber hinaus noch darin, daß die
Durchsatzleistung bei semimobilen Anlagen bei etwa 40 - 50 t/h und
für stationäre Anlagen bei über 80 t/h liegt. Des weiteren unterscheiden
sie sich in ihren Investitionskosten. Die stationären Anlagen sind
mit etwa 3.1 Mio. DM fast doppelt so teuer wie die Semimobilen mit
1.9 Mio. DM[9]. Aufgrund höherer Durchsatzleistung
(s.o.), einer besseren Aufspaltung des Gemenges in Kornfraktionen
(Produktqualität), höherer Flexibilität im Annahmespektrum und ausgefeilterer
Emissionsschutzmaßnahmen rechtfertigen die stationären Anlagen ihren
Preis.
Mobile Sortieranlagen sind hier im Vergleich nicht aufgelistet, weil sich auf Dauer mit ihnen keine konstant hohe Produktqualität erzielen läßt, wie mit den Genannten.
Im Folgenden sollen die einzelnen Techniken der Abscheidung von Störstoffen kurz vorgestellt und erläutert werden:
Manuelle Sortierung
Die manuelle Aussortierung von Stör- und Fremdstoffen ist in der Bauschuttaufbereitung noch nicht zu umgehen. Die Arbeiter sitzen bei der Handsortierung rechts und links des Bandes und sammeln die entsprechenden Störstoffe aus dem Bauschutt. Aufgrund der extremen Arbeitsbedingungen und der hohen Personalkosten ist es allerdings wünschenswert, diese Arbeitsschritte so weit es geht zu maschinisieren Die im folgenden dargestellten Sortierroboter sind ein solcher Ansatz.
Sortierroboter
Eine wesentliche Motivation zum Einsatz von Sortierrobotern besteht
darin, daß mit dieser Technik die menschliche Arbeitskraft von den
belasteten Arbeitsbereichen fern gehalten werden kann. Unter Umständen
läßt sich sogar die Sortierqualität steigern.
Derzeitig werden die Störstoffe halbautomatisch vom Förderband
geholt. Dies geschieht mittels Greifern o.ä., welche von den Arbeitern
über Monitore und damit zusammenhängende Kamerasysteme gesteuert werden.
Bei verbesserten Techniken wird es in den nächsten Jahren möglich
sein, daß auch Personalkosten eingespart werden können, wenn über
spezielle Sensoren das auszusortierende Material erkannt und mittels
Maschinen abgezogen werden kann.
Magnetscheidung
Mit der Magnetscheidung wird das magnetische Material im Förderstrom
abgezweigt. Sie werden meist hinter Brechern angeordnet, die das Material
in dem Maße zerkleinern sollen, daß Bewehrungseisen freiliegen und
sonstige Eisenteile aus dem Schutt gelöst werden. Bei Prallmühlen
sollte eine Magnetscheidung allerdings aus den in Abschnitt ![]() angegebenen Gründen vorgeschaltet werden.
angegebenen Gründen vorgeschaltet werden.
![\includegraphics[width=0.8\textwidth]{ueberbandmagnet}](img8.png)
Magnetscheider werden im Allgemeinen als Überbandmagnet ausgeführt. Abbildung 8 zeigt das Funktionsschema eines solchen Überbandmagnetabscheiders. Er befindet sich oberhalb des Förderers längs oder quer zur Förderrichtung. Die magnetischen Bestandteile werden in Abhängigkeit von der Art der Konstruktion in einen extra Förderer geschickt oder bei der Montage quer zum Förderstrom seitlich in dafür vorgesehene Schrott- Container gezogen. Als Permanentmagnet arbeitet der Überbandmagnet sehr energiesparend und ist außerdem nahezu wartungsfrei. Die Effektivität des Magneten hängt in erster Linie von der Geschwindigkeit des Förderers und der Höhe des auf den Förderer geschütteten Materials ab. Alternativen zum Überbandmagneten sind z.B. Magnetbandrollen und Magnetbandtrommeln. Sie sind aber im Einsatz nicht so verbreitet wie die Überbandmagneten.
NE-Metallscheider
Da magnetische Bestandteile nur 80 Prozent der Gesamtmetalle ausmachen, gibt es für die restlichen 20 Prozent andere Techniken um sie aus dem Gemenge zu lösen. NE-Metalle werden durch ein magnetisches Wechselfeld abgestoßen, dieser Effekt ermöglicht eine gezielte Beeinflussung ihrer Wurfparabel ( nach Abwurf von einem Förderband ). Die Wurfparabel der NE-Metalle unterscheidet sich dann von der der nichtmetallischen Bestandteile, so daß eine Trennung erfolgen kann. Gerade beim heterogen zusammengesetztem Bauschutt ist der Wirkungsgrad einer solchen Anlage aber oft gering, so daß dieses Verfahren nur selten zum Einsatz kommt.
Naßreinigung
Das Verfahren der Naßreinigung dient der Abtrennung von Verunreinigungen,
wie Ton, Holz, Lehm, Papier, Kunststoffen, Leichtbaustoffen, etc.
vom Bauschutt. Es wird in der Regel ein Produkt erzielt, daß zu 99
Gewichtsprozent frei von Störstoffen ist. Der Wassergehalt des Produktes
beträgt 8 - 9 Gewichtsprozent und liegt damit sehr günstig. Die Produkte
sind hochwertig und als Tragschichtmaterial oder Zuschlagstoff bei
der Betonherstellung einsetzbar. Nachteile der Naßreinigung liegen
im Wasserverbrauch und dem Verschmutzungsgrad des Schlammes, denn
mit dem Waschvorgang werden Schadstoffe frei, die sich in dem Schlamm
anreichern. Außerdem sind die Düsen in den Maschinen oft verstopft
und es kommt zu teils starker Schaumbildung. Glas und Keramik kann
bei der Naßreinigung nicht separiert werden.
Das Prinzip dieses Verfahrens, besteht in der Regel darin, daß
die Verunreinigungen eine geringere Masse als die Mineralien besitzen
und sich in einem bewegten Wasserbad aus dem Gemenge lösen und aufsteigen,
während die schweren Anteile (Minerale, Glas, Keramik) sedimentieren.
Um die Abtrennung effektiver zu machen, werden zusätzlich Düsen installiert,
welche Turbulenzen im Wasserbad erzeugen und außerdem eine Trennung
der schweren mineralischen Anteile unterstützen. Das Material darf
allerdings nicht zu lange im Wasserbad bleiben, damit sich poröse
abzuscheidende Stoffe (Bims) nicht mit Wasser vollsaugen und dem Produkt
zugeführt werden.
Im Folgenden werden vier Verfahrenstechniken in der Naßreinigung
vorgestellt und kurz erläutert.
- Aquamator
- Schnecken-Aufstrom-Sortierer
- Waschtrommel
- Setzmaschine
![\includegraphics[width=0.8\textwidth]{aquamator}](img9.png)
Der durch Verdunstung und Haftwasser anfallende Wasserverbrauch dieser
Apparatur beträgt zwischen 1.2 und 8.0
![]() . Ansonsten
handelt es sich um einen Wasserkreislauf. Vor der Wiederzuführung
des gebrauchten Wassers, muß allerdings ein mehrstufiger Reinigungsprozeß
durchgeführt werden[1].
. Ansonsten
handelt es sich um einen Wasserkreislauf. Vor der Wiederzuführung
des gebrauchten Wassers, muß allerdings ein mehrstufiger Reinigungsprozeß
durchgeführt werden[1].
Bei dem Schnecken-Aufstrom-Sortierer wird das Material in einem schräg aufsteigenden Wassertrog aufgegeben und von einer mit Schwertern und Schneckenspiralen besetzten Schneckenwelle erfaßt. Es findet eine Durchmischung und Auflockerung des Materiales statt. Mit dem Gegenstromprinzip werden die Verschmutzungen ausgewaschen und über die Überstromkante abgeschieden. Das gereinigte Material wird über die Schneckenspirale hoch befördert und schließlich auch abgeschieden. Wie bei dem Aquamator muß eine Wasseraufbereitung für den Wasserkreislauf dieses Verfahrens zur Verfügung stehen [8].
Das Funktionsschema eines Schneckenaufstromsortierers ist in Abbildung 10 dargestellt.
![\includegraphics[width=0.6\textwidth]{schneckenaufstromsortierer}](img11.png)
Die Waschtrommel ist ein rotierender, konischer Behälter, in dem spiralförmige Leitsegmente angeordnet sind. Durch die Rotation wird das Material, wie in einer Mörtelmaschine vermischt und aufgelockert. Auch hier wird die Verschmutzung nach dem Aufschwimmen im Gegenstrom abgezweigt. Das gewaschene Material wird wie in den anderen Verfahren mit dem Strom ausgetragen. Das Wasser muß aufbereitet werden[8].
Die Setzmaschine lockert und trennt die Materialschicht durch aufströmende und pulsierende Wasser- und Druckluftschübe. Es wird ein turbulenter Zustand erzeugt. Die schweren Bestandteile sammeln sich am Grund der Materialschicht an. Die Leichtstoffe können durch eine beschickungsabhängig gesteuerte Wasserzufuhr sauber abgetrennt werden[1].
Trockenreinigung
Unter der Trockenreinigung versteht man die Techniken der Windsichtung.
Die Störstoffe werden bei diesem Verfahren durch einen Luftstrom ausgeblasen.
Voraussetzung hierfür ist, daß die Störstoffe nicht zu feucht und
damit zu schwer sind. Der Vorteil einer Windsichtung besteht besonders
darin, daß stark verschmutzte und aufwendig aufzubereitende Schmutzwässer
wie in der Naßreinigung nicht anfallen. Die Verschmutzungen, die nicht
automatisch auf Halde landen, können mittels spezieller Filter absorbiert
werden. Nachteilig ist neben den hohen Investitions- und Energiekosten
die notwendige Abtrennung der Feinfraktionen und Auftrennung in eng
begrenzte Kornfraktionen[1].
An dieser Stelle werden folgende Techniken vorgestellt:
- Querstromwindsichtung
- Gegenstromwindsichtung
- Querstromwindsichtung mit mechanischer Unterstützung und Absaugung
- Rotationswindsichter
![\includegraphics[bb = 0 0 200 100, draft, type=eps]{querstromwindsichtung.eps}](img12.png)
Bei der Querstromwindsichtung (Abbildung 11) wird das aufgegebene Material von einem Luftstrom, welcher entgegen der Aufgaberichtung wirkt, in zwei hintereinanderliegende Kammern geblasen. Abhängig von der Masse des Materials wird das Gut in die erste Kammer (Produkt) oder die hintere Kammer (Störstoff) gepustet. Der Luftstrom wird über eine Filteranlage gereinigt und im Kreislauf geführt.
Bei der Gegenstromwindsichtung (Abbildung 12) fällt das Material direkt nach der Aufgabe in einen Luftschacht in dem die Luft im Gegenstrom die Störstoffe mitreißt. Im oberen Teil des Luftschachtes wird im Gleichstrom das, im Strom verbliebene Material gesichtet. Auch hier wird die Luft im Kreislauf und über eine Filteranlage geführt. Die Störstoffe werden über Zellenradschleusen abgesondert.
Die Querstromwindsichtung mit mechanischer Unterstützung (Abbildung
13) beinhaltet eine Auflockerung
des Materials auf einer Vibrorinne, eine durch das Material geführte
Querströmung und eine Absaugung des ``aufgeschwommenen'' Materials.
Durch die vorherige Auftrennung des Materialstromes in eine Schichtung
kann die Separierung der Störstoffe optimiert werden. Diese Technik
wird speziell bei der Sichtung von Baustellenabfällen eingesetzt (s.
![]() ).
).
Der Rotationswindsichter arbeitet ähnlich wie die oben erläuterten Techniken, mit dem Unterschied, daß eine Luftströmung durch eine rotierende Trommel läuft. Die Aufgabe des Materials erfolgt in diese Trommel und während der Rotation werden die bereits mobilisierten Störstoffe mit dem Luftstrom herausgerissen.
Klassierung
Bei der Klassierung werden Stoffe nach ihrer Korngröße getrennt. Eine solche Trennung des Bauschuttes in definierte Korngrößenklassen kann zu verschiedenen Zeitpunkten des Aufbereitungsverfahrens von Vorteil sein. Zum Einsatz kommen unterschiedliche Siebtechniken[2]:
- Trommelsieb
- Vibrationssieb
- Spannwellensieb
Trommelsiebe eignen sich eher für die Klassierung von Baustellenabfällen oder Gewerbeabfällen, weniger für Bauschutt.
Spannwellensiebe zeichnen sich durch ihre geringe Verstopfungsanfälligkeit aus. Dieser Vorteil wird allerdings mit einer geringeren Haltbarkeit der Siebböden erkauft. Durch das abwechselnde Spannen und Entspannen der Siebböden kommt es zu einer Art Selbstreinigungseffekt.
Vibrationssiebe finden häufig Verwendung im Bauschuttrecycling. Die Schwingungen der Unwuchtmassenkonstruktion, die den Siebkasten erregt, können auf das Prozeßgut abgestimmt werden. Der Siebboden bei dieser Konstruktion ist in einem auf Federn gelagerten Siebkasten untergebracht.
Vorklassierung
Die in der Vorklassierung anfallenden Fein- und Mittelfraktionen - bis 8 mm Korngröße - werden auf Grund von Verunreinigungen meist nicht weiter aufbereitet. und aus dem Prozeß entfernt. Die Grobfraktion dagegen wird weiter aufbereitet.
Produktklassierung
Die Korngröße ist eine wichtige Eigenschaft des aus dem Bauschutt entstehenden Produktes. Mit der Produktklassierung können auf den jeweiligen Verwendungszweck abgestimmte Korngrößenfraktionen zusammengestellt werden.
Anlagenarten
Mobile Anlagen zur Bauschuttaufbereitung
Anwendungsgebiet für mobile Anlagen ist z.B. der Autobahnbau. Sie
werden benötigt, wenn Baustellen ihren Standort dynamisch wechseln
und wenn das Bauschuttaufkommen verhältnismäßig gering ist. Mobile
Anlagen werden als eine, auf einem Sattelschlepper montierte, oder
mit Raupenantrieb ausgestattete Einheit, auf der Baustelle aufgebaut
und mit Loadern, etc. bedient.
Betriebsgenehmigungen für den Betrieb dieser Anlagen (nach § 16
GewO) können maximal für 12 Monate ausgestellt werden. Der Vorteil
dabei ist, daß die Genehmigung nach dem vereinfachen Genehmigungsverfahren
erfolgen kann.
Weitere Vorteile solcher Anlagen bestehen
- in dem sehr geringen Vorbereitungsaufwand für die Aufstellflächen,
- in den niedrigen Kosten, die durch den Transport des Roh- und Recyclingmaterials
entstehen, da das aufbereitete Material u.U. bereits auf der Baustelle
wiederverwendet werden kann.
Abbildung 14: Eine mobile, netzunabhängige Sieb- und Brecheranlage mit einer Leistung von 60 - 120 t/h ![\includegraphics[angle=-90]{abfallmobileanlage1}](img15.png)
Generell besteht die Funktionsweise einer mobilen Bauschuttaufbereitungsanlage (Abbildung 15) aus einer Folge in Reihe geschalteter Komponenten.
![\includegraphics[width=1\textwidth]{mobile_baustoff_aufbereitung}](img16.png)
Das Funktionsschema einer mobilen Anlage läßt sich folgendermaßen zusammenfassen:
- Das Rohmaterial, das der mobilen Aufbereitungsanlage zugeführt werden soll, wird in der Regel vor der Verwertung auf Halde geschüttet, um eine kontinuierliche Arbeit der Anlage zu ermöglichen und sie je nach Rohmaterialangebot optimal dimensionieren zu können. Ein weiterer Vorteil, das Material auf Halde zu schütten und anschließend in einem weiteren Arbeitsschritt der Anlage zuzuführen besteht darin, daß sowohl eine Vorsortierung als auch eine Vorzerkleinerung des Gutes durch den Radlader und oder Bagger stattfinden kann.
- Die Aufgabeeinheit muß in ihrer Beschaffenheit sehr robust ausgeführt sein, um dem hineinfallendem Schutt standhalten zu können. Sie kann aus einem Schubbodenbunker, einem Kratzkettenförderer, einer Vibrorinne mit geschlossenen oder gelochten Boden, einer Aufgabesiebstation oder einem Bunker mit Abzug durch ein Plattenband bestehen.
- Der Bauschutt wird über ein Förderband zum Schwerlastsieb geleitet, wo bereits Füllsand abgezweigt werden kann.
- Nach dem Schwerlastsieb, wird der Schutt dem Zerkleinerer zugeführt.
Dieser besteht normalerweise aus einer Prallmühle oder dem Prallbrecher
(s.
![[*]](file:/usr/share/latex2html/icons/crossref.png) ). Manche Anlagenhersteller bieten
aber auch Backenbrecher in mobilen Anlagen an (s. 3.1.2).
). Manche Anlagenhersteller bieten
aber auch Backenbrecher in mobilen Anlagen an (s. 3.1.2).
- Der Magnetscheider soll die magnetischen Bestandteile aus dem Bauschutt entfernen (s. 3.2.3).
Semimobile Anlagen zur Bauschuttaufbereitung
![\includegraphics[width=1\textwidth]{semimobile_baustoff_aufbereitung}](img17.png)
Semimobile Anlagen zur Bauschuttaufbereitung (Abbildung 16) müssen für den Transport zu einer Baustelle, etc. in Einzelteile zerlegt werden. Sie bestehen also aus mehreren transportfähigen Einheiten, während die mobilen Einheiten aus nur einer Einheit bestehen.
So bilden beispielsweise Komponenten wie Vorabscheidesieb, Brecher und Magnetabscheidung, auf eine Stahlkonstruktion mit Kufen montiert, eine Transporteinheit. Die Produktsiebung als eine weitere Komponente der semimobilen Anlage bekommt ihre eigene Transporteinheit. Teilweise werden semimobile Anlagen auch stationär betrieben, denn durch ihre flexiblere Zusammenstellung sind sie leistungsfähiger als mobile Anlagen. Außerdem bedarf es bei der Inbetriebnahme sowohl einer mobilen- als auch einer semimobilen Anlage nur eines vereinfachten Genehmigungsverfahrens (Bundesimmissionsschutzgesetz). Stationäre Anlagen hingegen bedürfen der Genehmigung nach dem Abfallgesetz. Diese Tatsache verleitet Unternehmen, die in der Bauschuttaufbereitung tätig sind, dazu, ihre Anlagen so zu dimensionieren, daß sie bei höchstmöglich erzielbarer Leistung doch noch eine semimobile und keine stationäre Anlage betreiben.
Im Vergleich mit mobilen Anlagen gewinnt die Semimobile in ihrer Leistungsfähigkeit und erzielbaren Produktqualität. Dieser Vorteil wird mit höheren Investitionskosten und längeren Montagezeiten - bei der semimobilen Anlage zwei bis drei Tage - erkauft.
Stationäre Anlagen zur Bauschuttaufbereitung
![\includegraphics[width=1\textwidth]{stationaere_baustoff_aufbereitung}](img18.png)
Stationäre Anlagen zur Bauschuttaufbereitung sind fest an einem Standort installiert. Wie oben erwähnt bedarf es vor ihrer Montage einer Genehmigung nach dem Abfallgesetz. Sie sind in ihrer Dimensionierung und dem Umfang an Vorplanungen nicht mit den mobilen und semimobilen Anlagen zu vergleichen. Vorplanungen müssen getroffen werden für die Standortwahl, die angrenzende Infrastruktur, die Platzbefestigung, den Annahmebereich mit Waage, Registrierung, Kontrolle, den Sicherstellungsbereich, die Inputlagerung, die Vorsortierung und Vorzerkleinerung, die Aggregateauswahl, die Produktlagerung und Verladung, Reifenwaschanlage, Sozialräume und Image und Vermarktung[1]. So beträgt die anzusetzende Mindestfläche für eine stationäre Anlage ca 10.000m². Diese Fläche entspräche einer Anlagenleistung von 100.000 t/a. In der Fläche enthalten sind die o.g. Inputflächen (Zwischenlagerung des ankommenden Rohmaterials), Anlagenfläche, Outputflächen (Zwischenlagerung des aufbereiteten Materials) und Rangier- und Fahrflächen. Die Inputflächen sollten dabei das Volumen für eine einmonatige Versorgung der Anlage bei einer Trennung der Rohmaterialien sicherstellen können.
Der Verfahrensablauf verändert sich bei einer stationären Anlage dahingehend, daß durch eine komplexere Kombination der Elemente im Verfahren der Bauschuttaufbereitung eine größere Palette an Produkten erzielt werden kann.
Anhand der Abbildung 17, die den Verfahrensablauf einer stationären Anlage beschreibt läßt sich die Funktionsweise einfach erläutern:
- Die Rohstoffe werden angeliefert. Sie werden kontrolliert und gewogen. Die Wiegung und Art der Lieferung ist Grundlage für eine finanzielle Abrechnung mit dem Lieferanten.
- Die Vorsortierung erfolgt bereits durch die Platzwahl beim Abkippen des Rohmaterials. Anschließend noch durch Radlader oder Bagger und Kranen mit Polypgreifern. Grobe Störstoffe können im Vorwege beseitigt werden. Große Schuttelemente können durch Fallbirnen für die Weiterverarbeitung vorbereitet werden.
- Mit Radladern u.ä. werden Förderer beschickt, welche die erste Funktionseinheit bedienen.
- Die erste Funktionseinheit beginnt mit der Aufgabe des Materials und, der damit verbundenen Vorabsiebung. Die Aufgabe ist als der Eintritt des Rohmaterials in die erste Funktionseinheit zu verstehen. Die Vorabsiebung kann der erste Abzweig eines Endmaterials sein. Das gewonnene Material kann u. U. durch weitere Siebvorgänge in feinere Fraktionen untergliedert werden.
- Während Zwischenkörnungen im nächsten Abschnitt der ersten Funktionseinheit am Vorbrecher vorbeigeleitet werden, laufen die groben Schuttbestandteile durch eine Vorzerkleinerungseinheit, der das Material für die folgende Magnetscheidung vorbereitet. Als Vorbrecher können Backenbrecher (s. 3.1.2) besonders produktiv eingesetzt werden, da sie sehr robust und effektiv sind. Neben den Backenbrechern können natürlich auch Schlagwalzenbrecher (Abschnitt 3.1.3) entsprechend den Gegebenheiten eingesetzt werden.
- In dem Verfahrensschritt der Magnetscheidung werden Metallteile, die im Brechvorgang gelöst wurden, vom Förderer gezogen und auf einen Parallelförderer oder direkt in Schrottcontainer befördert. Wie bei den mobilen und semimobilen Anlagen handelt es sich meist um Überbandmagnetscheider.
- Bei der Handsortierung werden Stör- und Fremdstoffe manuell entfernt (Abschnitt 3.2.1).
- An die Handsortierung wird eine Zwischensiebung gekoppelt, welche die Zwischenkörnung abzweigen soll. Diese Zwischenkörnung würde unverändert durch den Brecher laufen und die Durchlaufleistung sinken. Die Zwischenkörnung wird über einen parallelen Förderer hinter dem Brecher wieder in den Hauptstrom eingeleitet.
- Der Nachbrecher sollte als Prallbrecher eingerichtet sein, um kleine
Kornfraktionen zu erzielen (Abschnitt ).
Es sind zwar u.U. noch metallische Bestandteile im Strom enthalten,
gegen die der Prallbrecher nicht unempfindlich ist, aber nach dem
Vorbrecher und einer Magnetscheidung in der ersten Funktionseinheit,
ist das Material in ausreichendem Maße vorbereitet.
- Über die Magnetscheidung hinter dem Nachbrecher wird ein großer Teil, des im Strom verbliebenen Metalls aus dem Materialstrom gezogen und der Durchlaufstrom tritt in die dritte Funktionseinheit ein.
- Eine weitere Produktsiebung wird durchgeführt. Man geht davon aus, daß in der abgezweigten Feinkörnung keine Verschmutzungen mehr vorhanden sind.
- In der Trocken- oder Naßreinigung (Abschnitte
und 3.2.6) werden Verschmutzungen des Materials
beseitigt und so der Wert des Endproduktes entsprechend dem gewählten
Verfahren erhöht.
- Der Produktlagerung muß eine definierte und ausreichende Fläche zugewiesen sein, damit der Transport von der Aufbereitung und der Abtransport für die Weiterverarbeitung oder den Verkauf behinderungsfrei stattfinden kann.
Verwendungsgebiete der erzielten Recycling- Materialien
Die im Recyclingprozess gewonnenen Produkte werden in vielfältiger Weise wieder im Baustoffkreislauf eingesetzt.
Einsatz im Straßenbau
In Abhängigkeit von der Bauklasse der geplanten Straßen, können und
müssen Recycling-Materialien eingesetzt werden. Je nach Bundesland
ist die Verwendung von Recycling Materialien als prozentualer Anteil
in dem Tragschichtmaterialvolumen vorgeschieben. Die eingesetzten
Materialien unterliegen den Güte- und Prüfbestimmungen des Straßenbaus.
Auch im nicht klassifizierten Straßenbau werden Recycling-Materialien
eingesetzt[1].
Einsatz im Garten-, Landschafts- und Sportplatzbau
Hier wird das Recycling-Material als Unterbau eingesetzt. Anforderungen an das Material werden in der ZTV-LW, bzw. ZTVT-StB beschrieben[1].
Recycling-Beton
Die ständige Preissteigerung in der Betonherstellung über die letzten Jahre, als Folge von wachsenden Zulieferwegen, sich verknappenden natürlichen Rohstoffen, steigenden Deponiekosten für Alt- und Überschußbeton, machen ein Recycling im Betonsektor immer attraktiver.
Ziegelsplittbeton
Seit der Nachkriegszeit wird Ziegelsplitt als Leichtzuschlag für Beton, tragender Konstruktionen, verwendet (DIN 4226). Im Laufe der Jahre hat er sich etabliert und ist eingeschränkt anerkannt. Es kann ein Beton der Güte B 25 erreicht werden. Nachteile des Ziegelsplitts sind z.B., daß man die Sortenreinheit des Materials schlecht gewährleisten kann, er viel Wasser aufnimmt und das er besonderer Vorbehandlung bedarf [1].
Betonsplittbeton
Als Betonsplitt bezeichnet man gebrochenen und aufbereiteten Abbruchbeton. Er kann aufgrund seiner Kornrohdichte nicht in der DIN 4226 eingeordnet werden. Der Betonsplitt wurde auch als Zuschlagsstoff für die Betonherstellung noch nicht in die DIN 4226 aufgenommen. Trotzdem werden an verschiedenen Hochschulen und Forschungsinstitutionen Versuche durchgeführt in wie weit sich dieser Beton in der Bauwirtschaft anwenden läßt. Es hat sich bisher herausgestellt, daß Betonsplittbetone trotz Verwendung einer natürlichen Feinfraktion nicht die gleichen Gütekriterien z.B. hinsichtlich der Druck- und Biegezugfestigkeit aufweisen.
Der Betonsplittbeton kann Verwendung finden in Betonteilen bis zu einer Betonfestigkeitsklasse B 15 (unbewehrt). Hier bedarf er lediglich der bauaufsichtlichen Zulassung. Außerdem kann er für unbewehrte Fundamenten und Fahrbahnen verwendet werden[9].
Recyclingbeton für nichttragende Konstruktionen
Denkbare und bereits verwendete Recycling- Materialien zur Herstellung dieses Baustoffes sind z.B. Schaumglas, Terrazo aus Altglas, Betonsplittbeton, Ziegelsplittbeton oder Zellulose- Dämmaterial aus Altpapier. Während die Verwendung von Ziegelsplittbeton kein Problem darstellt, sind bei allen anderen Materialien Einzelzulassungen beim Institut für Baustofftechnik in Berlin zu beantragen [1].
Pflaster-Betonsteine
Als Beispiel hierfür sei das Beispiel aus [1] S.98 erwähnt: Die Kronimus AG Betonsteinwerke, bereitet alte Betonsteine auf und stellt mit einem 30 prozentigem Anteil an Recycling-Material Pflaster- und Rasengittersteine her. Die Betonsteine entsprechen den Anforderungen der DIN 18501.
Mauersteine
Hier gibt es Unternehmen, die für die Produktion neuer Mauersteine mehr als 90% Recycling Material verwenden[1].
Produkte in naher Zukunft
- Betone für Innenbauteile ohne Frostgefährdung (Unter-, Ausgleichsbetone, etc.)
- unbewehrte Betone bis zu einer Festigkeit von B25
- Bauwerke der Baustelleneinrichtung mit kurzer Nutzungsdauer (Baustraßen, Wege, Fundamente)
Produkte in der Recycling- Industrie
Produkt oder Abfall?
Bei der Auflistung und Beschreibung einzelner ``Produkte'' in der Bauschuttaufbereitung, muß man das Recycling- Material in seiner Begrifflichkeit erläutern. Vor dem Aufbereitungsprozeß zählt der Bauschutt nach dem KrW-/AbfG (Abschnitt 2.1.1) zu den ``Abfällen zur Verwertung''. Nach einer Aufbereitung stellt das Material nach dem KrW-/AbfG keinen ``Abfall zur Verwertung'' mehr dar. Die Materialien können nun auch als Produkte bezeichnet werden, wenn sie ``ohne weitere Behandlung im Sinne eines Verwertungsverfahrens nach Anhang II B des KrW-/AbfG unmittelbar und ohne schädliche Umwelteinwirkungen als Produkt/Ware oder Rohstoff eingesetzt werden können''[9]. Nach dem alten Abfallgesetz war die Differenzierung zwischen Produkt und Abfall nach der Aufbereitung des Materials nicht ohne weiteres möglich.
Vermarktungsprobleme
Sollten aber beispielsweise länderspezifische wasserwirtschaftliche Grenzwertforderungen an das Endprodukt im Recycling- Prozeß das Endprodukt überfordern, dann fiele das Material solange unter den Begriff ``Abfall'', bis das Material verbaut ist und eine neue Funktion übernimmt [3]. Diese Definitions-Problematik stelle die Recycling-Industrie nach [3] vor einige leicht verständliche Probleme. Angefangen mit der Vermarktung der Recycling-Materialien, bis hin zu rechtlichen Schwierigkeiten, fühle sich die Recycling-Industrie benachteiligt gegenüber den Anbietern der natürlichen Rohstoffe auf dem freien Markt. Es ist einzusehen, daß ein Unternehmen beim Verkauf der Recycling-Materialien gegen ein Negativ-Image ankämpfen muß, wenn es sich bei seiner Ware, die in einem teils sehr aufwendigen Verfahren hergestellt wurde und die er auf dem Markt im Wettbewerb zum Verkauf anbietet, letztlich um ``Abfall'' handelt. Dies bedeute außerdem einen größeren bürokratischen Aufwand für die Käufer und damit eine weitere Schwierigkeit in der Vermarktung von Recycling- Materialien.
Schadstoffgehalte
Des weiteren gibt es Stimmen in der Recycling- Industrie, welche die Vorschläge der LAGA (Länderarbeitsgemeinschaft Abfall) stark kritisieren, weil die Grenzwerte für Schadstoffgehalte zu niedrig angesetzt seien. Sie würden ``sich vorwiegend an der Nachweisgrenze für einzelne Schadstoffe, nicht aber an realistischen Gefährdungsmaßstäben für die so viel zitierten Schutzgüter''[10] orientieren. Auch Überwachungswerte, wie der Geringfügigkeitsschwellenwert, werden stark kritisiert. Die jüngst festgelegten Grenzwerte betrachte man als Hindernisse im Weg der Kreislaufwirtschaft. Man zweifle an, in wie weit die Länder an einer Wiederverwertung interessiert seien, wenn sie ständig neue Grenzwerte erfinden würden [10].
Ökologie im Bauschuttsektor
Sinn der Verwertung
Der Sinn des Recyclings besteht zum großen Teil in der Schonung der
natürlichen Ressourcen und somit auch im Schutz unserer Umwelt. So
sehr dieser Wunsch auch lobenswert ist, muß auch in Erwägung gezogen
werden, daß unzureichend aufbereitete Materialien negative Effekte
auf die Schutzgüter Luft, Wasser und Boden haben können.
Um einer Beeinträchtigung dieser Schutzgüter vorzubeugen, werden
besondere Anforderungen an die Produkte der Recycling-Industrie gestellt.
Bei der Verwendung von Recycling-Baustoffen ist ein Nachweis der Umweltverträglichkeit heutzutage unumgänglich. Forderungen des Bundesimmionsschutzgesetzes (BImSchG) und Wasserhaushaltsgesetzes (WHG) müssen erfüllt werden. Neben den Bundesgesetzen gibt es weitergehende länderspezifische Richtlinien, die von Land zu Land unterschiedlich sind. Die Folge unterschiedlicher Maßstäbe an die Mindestgüte von Recycling-Produkten, Bauchutt und Boden war ein einsetzender ``Boden- und RC-Tourismus''[9].
Dies macht deutlich, daß eine einheitliche Regelung auf Bundesebene
erforderlich ist, denn der Schutz der Umwelt sollte in Deutschland
flächendeckend und einheitlich praktiziert werden.
Auf Beschluß der 37. Umweltministerkonferenz (1991) wurde eine
Bund- und Länderarbeitsgruppe unter der Federführung der Länderarbeitsgemeinschaft
Abfall (LAGA) eingerichtet. Ziel dieser Arbeitsgruppe ist die Verschmelzung
der Belange des Gewässer-, Boden-, Gesundheitschutzes in den länderübergreifenden
Technischen Regeln.
Technische Regeln der LAGA
Neben den bereits erstellten Technischen Regeln der LAGA für Boden, Hausmüllverbrennungsaschen, Straßenaufbruch, Gießereirestsande und Schlacken gibt es auch mittlerweile die Technischen Regeln für Bauschutt. Wichtiger Bestandteil des Regelwerkes ist die Eigen- und Fremdüberwachung im Qualitätsmanagement. Das Qualitätsmanagement beinhaltet sowohl die Verpflichtung zur Sicherung und Überwachung der Qualität als auch zu einer umfassenden Dokumentation dieses Prozesses.
In der heutigen Zeit lassen sich Betriebe immer öfter auf der Basis
von DIN EN ISO 9000-9004 zertifizieren. Ein Umwelt- und Qualitätsmanagement-Zertifikat
ist das Resultat für einen ökologisch und ökonomisch verbesserten
Produktionsablauf. Außerdem kann ein derartiges Zertifikat werbewirksam
eingesetzt werden, Arbeitsabläufe optimieren, Fehler vermeiden, etc.
Man hat also auch die Möglichkeit neben den Ausgabe zur Einhaltung
der gesetzlich vorgeschriebenen Parameter zum Schutz von Boden, Luft
und Wasser, Nutzen aus unter Umständen geforderten Veränderungen in
der Produktion, zu ziehen.
Wirtschaftlichkeitsbetrachtungen
Durch die steigenden Deponiekosten stößt die Recycling-Industrie bei Rückbaumaßnahmen immer mehr auf Interesse. Um die Effizienz der Aufbereitung zu steigern, sollte im Gegensatz zu vergangenen Zeiten ein kontrollierter Rückbau stattfinden.
Kontrollierter Rückbau
Kontrollierter Rückbau umfaßt einen strukturierten und überlegten Abbruch und eine damit verbundene Vortrennung der einzelnen Baustoff- Fraktionen [1]. Anhand von Kostenvergleichsrechnungen, die zu diesem Thema von verschiedensten Stellen durchgeführt wurden (z.B. [1]), konnte festgestellt werde, daß ein kontrollierter Rückbau i.d.R. wirtschaftlicher ist, als ein herkömmlicher Abbruch.
![\includegraphics[width=0.7\textwidth]{kontrollierterrueckbau}](img19.png)
Aus den Darstellungen geht hervor, das der kontrollierte Rückbau in den letzten Jahren durch die explosionsartige Kostenentwicklung im Bereich der Deponierung wesentlich wirtschaftlicher geworden ist als der klassische Abbruch.
![\includegraphics[width=0.7\textwidth]{klassischer_abbruch}](img20.png)
Kostenvergleich der Anlagentypen
Die Wirtschaftlichkeitsanalyse von Baustoff-Aufbereitungsanlagen, bedarf der Auswertung verschiedener Parameter. So sind z.B. Standort, Infrastruktur, Absatzchancen, Konkurrenzsituationen zu Primärbaustoffen und Betriebs- und Investitionskosten der Anlage wichtige Punkte[1]. Natürlich kommt es bei der Wirtschaftlichkeitsanalyse auch auf die Anlagenart an (s. Abschnitt 3.4).
In [1] konnte herausgearbeitet werden, daß
stationäre Anlagen durchschnittlich erst mit einem Annahmevolumen
von 200.000 t/a wirtschaftlich betrieben werden können. Dies habe
zur Folge, daß im ländlichen Raum mit einem geringen Bauschuttaufkommen
(![]() 100.000 t/a) eine Wirtschaftlichkeit nur schwer zu erzielen
ist. Lösungen seien Betreiberverträge mit den Kommunen, etc.
100.000 t/a) eine Wirtschaftlichkeit nur schwer zu erzielen
ist. Lösungen seien Betreiberverträge mit den Kommunen, etc.
Mobile Anlagen sind weitaus günstiger zu betreiben als stationäre Anlagen. Der Hauptgrund hierfür liegt darin, daß sie in den Investitionskosten und Personalkosten weit unter denen der stationären Anlage liegen. Die mobilen Anlagen werden vielfach gemietet, die Abrechnung erfolgt über die Produktionsmenge[8].
Ausblick
Neue Bauweisen mit neuen Materialien werden in der Zukunft auch andere Problemstellungen beim Bauschutt mit sich bringen. Zunehmendes Umweltbewußtsein und vor allem höhere Umweltstandards lassen darauf hoffen, daß der Bauschutt in Zukunft 'sauberer' wird. Dadurch werden sich die Aufbereitungskosten weiter senken lassen und die Qualität der Produkte aus Bauschutt steigern lassen.
Immer teurer werdende Deponieräume werden Bauschuttaufbereitung in der Zukunft noch attraktiver machen. Dennoch sind Vertreter der Recycling- Industrie der Meinung, daß eine gewisse Halbherzigkeit in dem Aufbau und der Förderung einer Kreislaufwirtschaft anzutreffen ist. So würde die Öffentlichkeit einerseits die Wiederaufbereitung fordern und für wichtig empfinden, Kommunen aber andererseits die Gebühren eigener Deponien senken, um deren Auslastung zu erreichen und einen finanziellen Nutzen aus der gesteigerten Attraktivität zu ziehen [3].
Was würde geschehen, wenn man die Produzenten natürlicher Rohstoffe innerhalb der EU an der Verantwortlichkeit für den Schutz der Güter Luft, Wasser und Boden neben der Recycling-Industrie beteiligt?
Aufgrund strenger Überwachungswerte und den damit verbundenen steigenden Kosten im Recycling-Verfahren, steigt die Benachteiligung der Recycling- Industrie. Da Grenzwerte meistens durchdacht und notwendig sind, muß man Mittel und Wege finden, die Kreislaufwirtschaft zu fördern, bzw. konkurrenzfähiger zu machen. Wenn man die Produzenten der primären Rohstoffe nun gesetzlich dazu bringen würde, eine am Produktionsvolumen orientierte Abgabe zu leisten, die in einen Pool fließt, der eine Aufbereitung der Massen, die bei Zeiten durch eben diese Industrie zur Verfügung gestellt wurden, optimieren kann, dann würden die Unternehmen der Recycling Industrie konkurrenzfähiger. Zumindest würde sich die Differenz im Kostenvergleich von primärem Rohstoff und Recycling- Material verringern.
Liste der Abbildungen
- Baurestmassenzusammensetzung 1995
- Zusammensetzung der Baureststoffe
- Bauschuttzusammensetzung, Angaben in Gewichtsprozent
- Verwertungsquoten in der Bundesrepublik Deutschland
- Schema eines Prallbrechers
- Schematische Darstellung eines Schlagbackenbrechers
- Einschwing-Backenbrecher
- Überbandmagnet
- Aquamator
- Schneckenaufstromsortierer
- Querstromwindsichtung
- Gegenstromwindsichtung
- Querstromwindsichtung mit mechanischer Unterstützung
- Eine mobile, netzunabhängige Sieb- und Brecheranlage mit einer Leistung von 60 - 120 t/h
- Funktionsschema einer mobilen Anlage
- Funktionsschema einer semimobilen Anlage
- Funktionsschema einer stationären Anlage
- Kosten für den kontrollierten Rückbau 1992 und 1994
- Kosten für klassische Abbrüche 1992 und 1994
Liste der Tabellen
- Vergleich Backenbrecher
- Gegenüberstellung der Standardkomponenten semimobiler und stationärer Sortieranlagen [9]
Bibliographie
- 1
-
Vermeidung und Verwertung von Reststoffen in der Bauwirtschaft.
Erich Schmidt Verlag, Berlin, 1994. - 2
-
Untersuchungen zur künftigen Verwertbarkeit von Bauschutt.
Landesamt für Wasser und Abfall Abfall, Nordrhein-Westfalen, Düsseldorf, July 93. - 3
-
H.-P. Braus.
Recycling-Baustoffe - Chancen und Risiken.
Baustoff Recycling + Deponietechnik BR, 1, 2000. - 4
-
Rolf Breitenbuecher.
Umweltgerechter Rückbau und Wiederverwertung mineralischer Baustoffe: Sachstandsbericht.
Beuth, Berlin, 1996. - 5
-
Bundesumweltministerium.
BMU-Pressemitteilung 46/96;Bauwirtschaft überreicht Selbstverpflichtung zur Umweltgerechten Verwertung von Bauabfällen, 1996. - 6
-
Klaus Cord-Landwehr.
Einführung in die Abfallwirtschaft.
B. G. Teubner, Stuttgart, 2000. - 7
-
Der Grüne Punkt - Duales System Deutschland AG.
DS-Dokumente Ausgabe 1;Kreislaufwirtschaftsgesetz- Kreislaufwirtschaft vor Abfallbeseitigung, 1999. - 8
-
Gerhard Drees.
Recycling von Baustoffen im Hochbau: Geräte, Materialgewinnung, Wirtschaftlichkeitsberechnung.
Bauverlag, Wiesbaden, 1989. - 9
-
Guntram Kohler.
Recyclingpraxis Baustoffe.
Verlag TÜV Rheinland, Köln, 1997. - 10
-
Guntram Kohler.
Europa vorwärts! Deutschland rückwärts.
Baustoff Recycling + Deponietechnik BR, 1, 2000. - 11
-
Renate Nimtz-Köster.
Schiere Größe; Der Bürgermeister von Rhodos will den sagenhaften Koloss der Antike neu erbauen.
DER SPIEGEL, 17, 2000. - 12
-
M. Wagner, S. und Klupak.
Kostenwirksamkeit in der Entsorgungsweise von Baureststoffen auf die Wirtschaftlichkeit von Gebäudeabbrüchen.
BUP-Tagungsband, 1994.
Dieses Dokument im PDF-Format: bauschutt.pdf